
TÀI LIỆU KỸ THUẬT
Hướng dẫn lập trình PLC Mitsubishi cho người mới bắt đầu

Th9
Trong công nghiệp hiện đại, PLC (Programmable Logic Controller) đóng vai trò quan trọng trong việc điều khiển và tự động hóa sản xuất. Trong số các thương hiệu nổi bật, PLC Mitsubishi được nhiều doanh nghiệp lựa chọn nhờ độ bền, tính linh hoạt và giá thành hợp lý.
Đối với người mới bắt đầu, việc học lập trình PLC Mitsubishi là bước khởi đầu quan trọng để tiếp cận lĩnh vực tự động hóa. Bài viết này sẽ cung cấp hướng dẫn chi tiết, từ khái niệm cơ bản, các công cụ cần chuẩn bị, đến những ví dụ lập trình thực tế bằng phần mềm GX Works2.
Giới thiệu về PLC Mitsubishi là gì?
Khái niệm cơ bản

PLC Mitsubishi là bộ điều khiển logic khả trình do Mitsubishi Electric sản xuất, được dùng để tự động hóa các dây chuyền sản xuất, điều khiển máy móc và giám sát hệ thống công nghiệp.
Xem thêm: Giới thiệu tổng quan về PLC Mitsubishi mới nhất
Các dòng PLC Mitsubishi phổ biến
- PLC Mitsubishi FX Series: Dòng PLC nhỏ gọn, phổ biến trong các ứng dụng vừa và nhỏ, dễ lập trình.
- Mitsubishi MELSEC iQ-F: Tích hợp nhiều chức năng hiện đại, hỗ trợ kết nối mạng, phù hợp với nhà máy thông minh.
- Mitsubishi MELSEC iQ-R: Dòng cao cấp với khả năng xử lý tốc độ cao, hỗ trợ hệ thống lớn và ứng dụng phức tạp.
Chuẩn bị trước khi lập trình PLC Mitsubishi

Để bắt đầu học lập trình PLC Mitsubishi, bạn cần chuẩn bị cả công cụ và kiến thức nền tảng sau:
Máy tính và phần mềm
- GX Works2: Được sử dụng phổ biến nhất hiện nay, hỗ trợ dòng FX và iQ-F.
- GX Developer: Phiên bản cổ điển, dễ dùng, phù hợp PLC FX đời cũ.
- GX Works3: Bản mới nhất, giao diện trực quan, dùng cho iQ-R và iQ-F.
Cáp kết nối
- Cáp USB hoặc RS232 để liên kết máy tính với PLC.
- Với PLC FX3U hoặc FX5U có thể dùng cáp mini USB, tiện lợi hơn trong quá trình nạp chương trình.
Thiết bị phần cứng
- Một PLC Mitsubishi FX để thực hành.
- Các thiết bị ngoại vi cơ bản như nút nhấn, đèn báo, động cơ mini nhằm tạo project thực tế.
Kiến thức nền tảng
- Hiểu về điện công nghiệp cơ bản (24VDC, 220VAC, relay, contactor).
- Nắm khái niệm I/O số và I/O analog.
- Làm quen với ngôn ngữ lập trình Ladder (LD) và cách biểu diễn logic.
- Có kiến thức cơ bản về các giao thức truyền thông công nghiệp như Modbus, Ethernet.
Hướng dẫn lập trình PLC Mitsubishi bằng GX Works2

Phần mềm GX Works2 hiện đang là công cụ lập trình PLC Mitsubishi phổ biến nhất, được sử dụng rộng rãi trong cả đào tạo và sản xuất nhờ giao diện trực quan, dễ dùng và hỗ trợ nhiều dòng PLC khác nhau (FX, iQ-F, iQ-R). Trước khi bắt đầu lập trình, bạn cần chuẩn bị và cài đặt phần mềm này trên máy tính trong các bước chi tiết dưới đây.
Bước 1: Tải và cài đặt phần mềm GX Works2
- Truy cập trang web chính thức của Mitsubishi Electric để nhận link tải và bản quyền.
- Tải bộ cài đặt và tiến hành cài trên máy tính Windows (Win 7, 8, 10 đều tương thích).
- Sau khi cài đặt xong, kích hoạt phần mềm bằng license đi kèm hoặc bản trial để sử dụng.
Lưu ý: Nên cài thêm USB Driver của Mitsubishi để máy tính nhận PLC khi kết nối qua cáp USB.
Bước 2: Tạo Project mới trong GX Works2
- Mở phần mềm GX Works2 trên máy tính.
- Trên giao diện chính, chọn New Project để bắt đầu.
- Chọn dòng PLC Series phù hợp, chẳng hạn FX (FX1S, FX1N, FX3U) hoặc iQ-F (FX5U, FX5UC).
- Đặt tên cho Project để dễ quản lý sau này (ví dụ: “Điều khiển đèn ON/OFF”).
- Chọn đúng loại PLC (CPU Type) đang sử dụng, ví dụ: FX3U-32MR. Nếu chọn sai CPU, chương trình sẽ không nạp được vào PLC.
Mẹo nhỏ: Với người mới học, bạn nên bắt đầu với dòng FX3U hoặc FX5U vì chúng phổ biến và có nhiều tài liệu thực hành.
Bước 3: Cấu hình phần cứng
- Vào mục Parameter trong Project để cài đặt các thông số cơ bản.
- Thiết lập số lượng I/O (Input/Output) tương ứng với PLC và thiết bị ngoại vi thực tế.
- Kiểm tra lại kiểu CPU, điện áp, nguồn cấp để tránh sai sót.
- Nếu sử dụng thêm module mở rộng (I/O Extension, Analog, Communication), bạn cũng có thể cấu hình tại đây.
Ví dụ: Nếu bạn dùng FX3U-32MR, hệ thống sẽ mặc định có 16 Input (X0–X17) và 16 Output (Y0–Y17).
Bước 4: Viết chương trình Ladder Logic
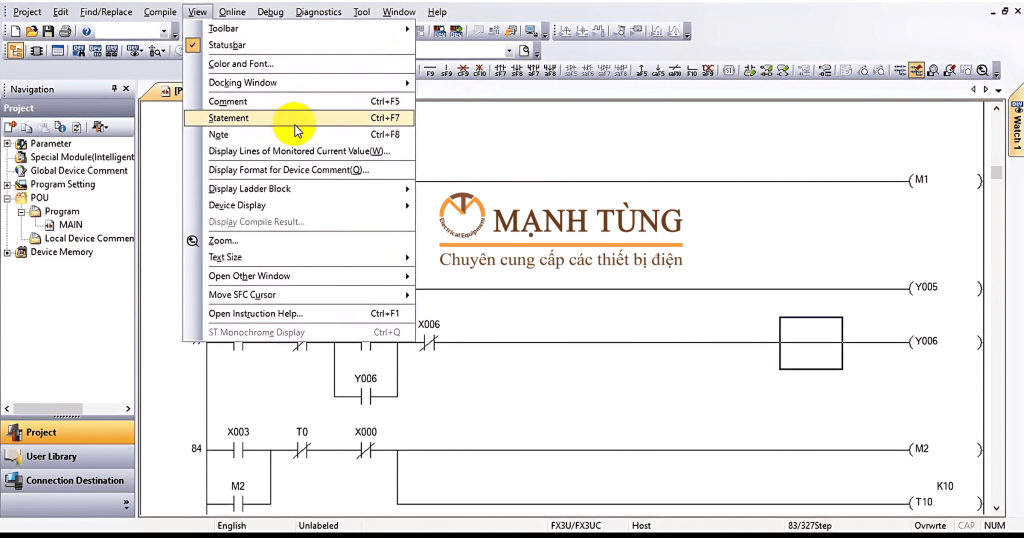
- Chọn chế độ Program → Ladder để bắt đầu lập trình.
- Thêm lệnh LD X0 (đọc tín hiệu từ nút nhấn gắn vào chân X0).
- Thêm lệnh OUT Y0 (xuất tín hiệu điều khiển đèn tại ngõ ra Y0).
- Kết nối các lệnh thành mạch logic đơn giản:
- Khi nhấn nút X0 → PLC nhận tín hiệu vào → xuất tín hiệu Y0 → đèn sáng.
- Có thể bổ sung thêm logic khác, ví dụ nút X1 để tắt đèn Y0 bằng lệnh RST Y0.
Ví dụ chương trình Ladder:
- LD X1 → RST Y0 (tắt đèn).
- LD X0 → OUT Y0 (bật đèn).
Bước 5: Nạp chương trình vào PLC
- Kết nối máy tính với PLC bằng cáp USB hoặc RS232 (FX3U có thể dùng cáp Mini USB).
- Trên phần mềm, chọn Online → Write to PLC để nạp chương trình.
- Chọn Program + Parameter để chắc chắn toàn bộ cấu hình được ghi vào PLC.
- Sau khi nạp xong, PLC sẽ sẵn sàng hoạt động theo logic bạn vừa viết.
Mẹo nhỏ: Luôn lưu lại bản sao chương trình trên máy tính để tránh mất dữ liệu nếu PLC bị reset hoặc lỗi CPU.
Bước 6: Kiểm tra và giám sát
- Chuyển sang chế độ Monitor trong GX Works2.
- Theo dõi trực tiếp trạng thái Input (X) và Output (Y) khi thiết bị vận hành.
- Nhấn thử nút X0 để kiểm tra xem đèn Y0 có sáng hay không.
- Nếu chương trình phức tạp, bạn có thể dùng Force On/Off để test nhanh mà không cần thiết bị thực.
Kinh nghiệm: Luôn test chương trình bằng mô phỏng trước (Simulation Mode trong GX Works2) để hạn chế rủi ro khi chạy trực tiếp trên PLC thật.
Xem thêm: So sánh PLC Siemens và Mitsubishi: Đâu là lựa chọn tốt hơn?
Mẹo bảo trì và xử lý sự cố khi lập trình PLC Mitsubishi
Để đảm bảo hệ thống PLC Mitsubishi hoạt động ổn định, người dùng cần thực hiện bảo trì định kỳ và xử lý sự cố kịp thời. Dưới đây là các mẹo hữu ích mà Mạnh Tùng chia sẻ tới bạn.
Bảo trì định kỳ
- Ghi chép nhật ký bảo trì để theo dõi tuổi thọ pin và tình trạng hoạt động của thiết bị.
- Kiểm tra nguồn điện, dây dẫn và pin PLC mỗi 6 tháng.
- Vệ sinh bo mạch và tủ điện để loại bỏ bụi bẩn, tránh gây chập mạch.
Bảng xử lý sự cố
| Vấn đề | Nguyên nhân | Giải pháp |
| PLC Mitsubishi không kết nối với PC | Cáp kết nối hỏng, driver chưa cài, cấu hình cổng truyền thông sai. | Kiểm tra và thay cáp, cài lại driver USB/RS232, thiết lập đúng cổng COM. |
| Chương trình không chạy | CPU bị dừng, chương trình bị xóa, lỗi pin backup hoặc chưa nạp chương trình. | Kiểm tra trạng thái RUN/STOP, nạp lại chương trình, thay pin backup. |
| Đầu ra không hoạt động | Module output hỏng, tải quá dòng, relay cháy, hoặc lỗi wiring. | Thay module output, kiểm tra tải, dùng relay trung gian để bảo vệ đầu ra. |
| Lỗi tín hiệu analog | Nhiễu tín hiệu, cảm biến sai chuẩn, module analog chưa cấu hình đúng tham số. | Sử dụng dây shield chống nhiễu, kiểm tra cảm biến, cấu hình lại module analog. |
Lợi ích của việc sử dụng PLC Mitsubishi tại Việt Nam
Lập trình PLC Mitsubishi mang lại nhiều lợi ích cho doanh nghiệp và kỹ sư tại Việt Nam:
- Chi phí hợp lý: Giá dao động từ 2 – 10 triệu VNĐ, phù hợp cho cả dự án vừa và nhỏ.
- Dễ tiếp cận: Phần mềm GX Works thân thiện, giúp rút ngắn thời gian đào tạo và làm quen chỉ trong vài ngày.
- Ứng dụng đa dạng: Từ dây chuyền sản xuất tại các khu công nghiệp ở Bình Dương cho đến hệ thống máy đóng gói, chiết rót tại TP. Hồ Chí Minh.
Để triển khai hiệu quả, hãy mua PLC Mitsubishi chính hãng tại CÔNG TY TNHH TM&DV THIẾT BỊ ĐIỆN MẠNH TÙNG – đối tác uy tín với hơn 10 năm kinh nghiệm, cung cấp CO, CQ đầy đủ và hỗ trợ kỹ thuật 24/7. Liên hệ: 0827 888 528 hoặc info@mtee.vn

Lời kết
Học lập trình PLC Mitsubishi là bước quan trọng để bước vào lĩnh vực tự động hóa công nghiệp. Với phần mềm GX Works2 và các dòng PLC FX, iQ-F, người mới hoàn toàn có thể tự thực hành từ những project nhỏ đến những hệ thống phức tạp hơn. Hy vọng bài viết này giúp bạn có cái nhìn tổng quan và bắt tay vào học hiệu quả hơn.
Xem thêm các bài viết liên quan:
Những lỗi thường gặp ở PLC và cách khắc phục
Hướng dẫn chọn PLC phù hợp với hệ thống tự động hóa
Ứng dụng PLC trong các ngành công nghiệp tại Việt Nam
Nguyên lý hoạt động của PLC trong hệ thống điều khiển
Giới thiệu tổng quan về PLC Mitsubishi mới nhất
Ứng dụng PLC Mitsubishi trong dây chuyền sản xuất hiện nay
Để được tư vấn trực tiếp, quý khách vui lòng liên hệ với chúng tôi theo thông tin sau:
➢ Tư vấn bán hàng: 0827 888 528
➢ Zalo: 0827 888 528
➢ Email: info@mtee.vn
TRỤ SỞ CHÍNH
Địa chỉ: Số 16E/2 Đường số 17, Phường Hiệp Bình, Thành phố Hồ Chí Minh
MST: 0314561574
Cảm ơn quý khách đã truy cập vào website MTEE.VN. Kính chúc quý khách nhận được những thông tin hữu ích và có những trải nghiệm tuyệt vời trên trang.
