
TÀI LIỆU KỸ THUẬT
Hướng dẫn người mới lập trình PLC S7-300 cho hệ thống băng tải

Th10
Trong các nhà máy sản xuất, hệ thống băng tải đóng vai trò quan trọng trong việc vận chuyển, phân loại và đóng gói sản phẩm. Để đảm bảo hoạt động chính xác và ổn định, cần có một bộ điều khiển mạnh mẽ, dễ lập trình và linh hoạt. PLC S7-300 của Siemens chính là lựa chọn phổ biến, giúp tối ưu quá trình vận hành băng tải, giảm thiểu lỗi và nâng cao hiệu suất.
Bài viết này sẽ hướng dẫn chi tiết cách lập trình PLC S7-300 cho hệ thống băng tải cơ bản, giúp người mới bắt đầu có thể áp dụng hiệu quả.
Tổng quan về PLC S7-300
PLC S7-300 là gì?

PLC S7-300 là dòng bộ điều khiển logic khả trình (Programmable Logic Controller – PLC) do Siemens phát triển. Đây là dòng PLC tầm trung, được thiết kế cho nhiều ứng dụng trong sản xuất công nghiệp, đặc biệt là hệ thống băng tải.
Một số sản phẩm PLC S7-300 phổ biến như:
- SIMATIC S7-300 CPU 312
- SIMATIC S7-300 CPU 314
- SIMATIC S7-300 CPU 315-2 DP
- SIMATIC S7-300 CPU 315-2 PN/DP
- SIMATIC S7-300 CPU 317-2 DP
- SIMATIC S7-300 CPU 317-2 PN/DP
- SIMATIC S7-300 CPU 319-3 PN/DP
Đặc điểm nổi bật của PLC S7-300
- Thiết kế dạng module, dễ dàng mở rộng và nâng cấp.
- Tích hợp nhiều loại CPU với tốc độ xử lý nhanh.
- Hỗ trợ nhiều ngôn ngữ lập trình: LAD, FBD, STL.
- Kết nối dễ dàng với các thiết bị ngoại vi như cảm biến, HMI, SCADA.
- Độ bền cao, thích hợp với môi trường công nghiệp khắc nghiệt.
Xem thêm: PLC S7-300 là gì? Tổng quan về PLC S7-300 mới nhất
Nguyên lý hoạt động của hệ thống băng tải

Băng tải là một hệ thống cơ khí sử dụng dây đai, con lăn hoặc xích để vận chuyển hàng hóa từ điểm này đến điểm khác.
Thành phần cơ bản
- Động cơ truyền động: cung cấp lực kéo cho băng tải.
- Cảm biến: phát hiện vật liệu, sản phẩm trên băng tải.
- Bộ điều khiển PLC: xử lý tín hiệu và đưa ra lệnh điều khiển.
- Cơ cấu chấp hành: thực hiện các thao tác như dừng, chạy, phân loại.
Vai trò của PLC S7-300 trong băng tải
PLC S7-300 nhận tín hiệu từ cảm biến, xử lý và điều khiển động cơ băng tải theo chương trình được lập trình sẵn. Điều này giúp hệ thống hoạt động chính xác, an toàn và tiết kiệm chi phí.
Xem thêm: Ứng dụng PLC S7-300 trong sản xuất công nghiệp hiện nay
Chuẩn bị trước khi lập trình PLC S7-300

Máy tính và phần mềm
- STEP 7: Phần mềm truyền thống, được sử dụng phổ biến nhất cho PLC S7-300, phù hợp với đa số ứng dụng hiện tại.
- TIA Portal: Phiên bản hiện đại hơn, tích hợp nhiều công cụ trong một môi trường, hỗ trợ cả S7-300 và các dòng PLC Siemens mới.
- Người mới có thể bắt đầu với STEP 7 để dễ làm quen, sau đó nâng cấp sang TIA Portal khi cần tính năng nâng cao.
Cáp kết nối
- Cáp MPI/USB hoặc PROFIBUS để kết nối máy tính với PLC S7-300.
- Ngoài ra, có thể dùng cáp Ethernet (nếu CPU hỗ trợ PN/DP) giúp quá trình nạp chương trình nhanh hơn và dễ dàng cấu hình mạng.
Thiết bị phần cứng
- Một bộ PLC S7-300 CPU (ví dụ: CPU 312, CPU 314 hoặc CPU 315-2 PN/DP).
- Module mở rộng I/O (nếu cần) để kết nối nhiều tín hiệu hơn.
- Các thiết bị ngoại vi cơ bản như: nút nhấn, đèn báo, cảm biến, động cơ nhỏ để thực hành các project mô phỏng thực tế.
Kiến thức nền tảng
- Hiểu rõ nguyên lý điện công nghiệp cơ bản (24VDC, 220VAC, relay, contactor).
- Nắm khái niệm Input/Output số và analog.
- Làm quen với ngôn ngữ lập trình Ladder (LAD) hoặc FBD trong STEP 7.
- Có kiến thức cơ bản về truyền thông công nghiệp như Profibus, Profinet, Modbus để dễ dàng mở rộng hệ thống.
Xem thêm: Các lỗi thường gặp ở PLC S7-300 và cách khắc phục mới nhất
Hướng dẫn lập trình PLC S7-300 bằng STEP 7
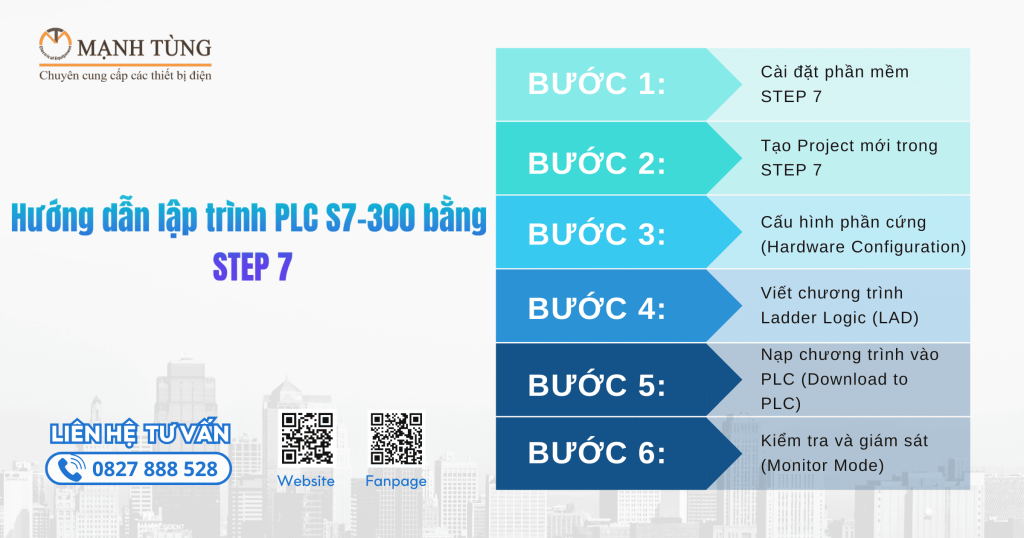
Bước 1: Cài đặt phần mềm STEP 7
- Truy cập website chính thức của Siemens hoặc đại lý phân phối để tải bộ cài STEP 7.
- Cài đặt trên máy tính Windows (tương thích tốt với Win 7, 8, 10).
- Sau khi cài đặt, kích hoạt bản quyền hoặc sử dụng bản trial để thực hành.
Lưu ý: Cài thêm Siemens SIMATIC Drivers để đảm bảo máy tính nhận PLC qua cáp MPI/USB hoặc Ethernet.
Bước 2: Tạo Project mới trong STEP 7
- Mở phần mềm STEP 7, chọn File → New Project.
- Đặt tên Project, ví dụ: “Điều khiển băng tải”.
- Vào SIMATIC Manager → Insert New Object → Station để thêm một trạm PLC.
- Chọn đúng dòng S7-300 và phiên bản CPU phù hợp (ví dụ CPU 315-2 PN/DP).
Nếu chọn sai CPU, chương trình sẽ không thể nạp vào PLC.
Bước 3: Cấu hình phần cứng (Hardware Configuration)
- Vào mục HW Config để cài đặt phần cứng.
- Kéo thả CPU S7-300 tương ứng vào rack 0, slot 2 (vị trí mặc định).
- Cấu hình Module I/O và các module mở rộng nếu có (Analog, Communication).
- Thiết lập địa chỉ I/O (ví dụ: Input I0.0 – I0.7, Output Q0.0 – Q0.7).
- Kiểm tra nguồn điện và chuẩn giao tiếp (MPI/DP/PN).
Bước 4: Viết chương trình Ladder Logic (LAD)

- Vào Blocks → OB1 để viết chương trình chính.
- Chọn chế độ LAD (Ladder).
- Viết chương trình ví dụ điều khiển băng tải:
- LD I0.0 → OUT Q0.0: Khi nhấn nút Start (I0.0), động cơ băng tải chạy (Q0.0).
- LD I0.1 → R Q0.0: Khi nhấn nút Stop (I0.1), động cơ dừng.
Có thể mở rộng logic: thêm cảm biến đếm sản phẩm hoặc công tắc hành trình.
Bước 5: Nạp chương trình vào PLC (Download to PLC)
- Kết nối máy tính với PLC bằng cáp MPI/USB hoặc Ethernet.
- Trên phần mềm, chọn PLC → Download.
- Chọn Program + Hardware Configuration để đảm bảo toàn bộ cấu hình được nạp.
- Sau khi nạp, chuyển CPU sang chế độ RUN để PLC thực thi chương trình.
Kinh nghiệm: Luôn lưu bản sao Project để tránh mất dữ liệu khi PLC bị reset.
Bước 6: Kiểm tra và giám sát (Monitor Mode)
- Chuyển sang chế độ Monitor trong STEP 7.
- Theo dõi trạng thái Input (I) và Output (Q) trực tiếp trên màn hình.
- Nhấn thử nút Start (I0.0) → Kiểm tra xem băng tải (Q0.0) có chạy không.
- Sử dụng tính năng Force On/Off để test nhanh các tín hiệu mà không cần thiết bị thật.
Với chương trình phức tạp, nên test bằng PLC Simulator (PLCSIM) trước khi áp dụng lên PLC thật để giảm rủi ro.
Xem thêm: Giá PLC S7-300 tại Việt Nam mới nhất năm 2025
Ví dụ lập trình PLC S7-300 điều khiển băng tải cơ bản
Yêu cầu
- Nút nhấn Start (I0.0): khởi động băng tải.
- Nút nhấn Stop (I0.1): dừng băng tải.
- Cảm biến đếm sản phẩm Sensor (I0.2): mỗi khi có sản phẩm đi qua sẽ tăng bộ đếm.
- Động cơ băng tải điều khiển qua Output Q0.0.
- Khi đạt đủ 10 sản phẩm, băng tải sẽ dừng tự động.
Chương trình Ladder (OB1)
Dưới đây là một ví dụ cơ bản về hệ thống băng tải khi lập trình PLC S7-300
Mạch Start/Stop giữ trạng thái động cơ
| I0.0 Q0.0 I0.1 |
|----||-----()-----|/|----( Q0.0 )----|Giải thích:
- Nhấn Start (I0.0) → Q0.0 (băng tải) chạy.
- Q0.0 được mắc song song với I0.0 để giữ trạng thái (mạch tự giữ).
- Nhấn Stop (I0.1) → Q0.0 mất tín hiệu → băng tải dừng.
Mạch Start/Stop giữ trạng thái động cơ
| I0.2 |
|----||----------( CTU C1, PV=10 )----|Giải thích:
- Mỗi lần cảm biến (I0.2) tác động, bộ đếm C1 tăng 1.
- PV (Preset Value) = 10 → Khi đủ 10 sản phẩm, C1 đạt giá trị preset.
Điều kiện dừng băng tải khi đủ 10 sản phẩm
| C1 |
|----||----------( R Q0.0 )----|Giải thích:
- Khi C1 = 10, băng tải (Q0.0) tự động dừng.
Tổng hợp khi logic hoạt động
- Nhấn Start → băng tải chạy.
- Cảm biến đếm sản phẩm → tăng giá trị C1.
- Khi C1 = 10 → băng tải dừng.
- Nếu muốn chạy lại, cần reset Counter C1 (có thể thêm nút Reset riêng, ví dụ I0.3 để reset bộ đếm).
Mẹo bảo trì và xử lý sự cố khi lập trình PLC S7-300
Bảo trì định kỳ
- Kiểm tra kết nối dây dẫn, module I/O.
- Dọn dẹp bụi bẩn trong tủ điện để tránh chập mạch.
- Sao lưu chương trình thường xuyên.
Bảng xử lí sự cố
| Sự cố | Nguyên nhân | Giải pháp |
| Băng tải không chạy | Lỗi nguồn, động cơ hỏng, chương trình sai | Kiểm tra nguồn, thay thế động cơ, nạp lại chương trình |
| PLC mất kết nối | Lỗi cáp, lỗi module truyền thông | Kiểm tra cáp, thay module |
| Sai logic điều khiển | Lập trình chưa đúng | Debug chương trình và sửa lỗi |
Lợi ích của việc sử dụng PLC S7-300 tại Việt Nam
Lập trình PLC S7-300 mang lại nhiều lợi ích cho doanh nghiệp và kỹ sư tại Việt Nam:
- Ứng dụng đa dạng: Từ dây chuyền sản xuất trong các khu công nghiệp ở Bình Dương, Bắc Ninh cho đến hệ thống đóng gói, chiết rót tại TP. Hồ Chí Minh.
- Chi phí hợp lý: Giá dao động từ 9 – 20 triệu VNĐ, phù hợp cho nhiều loại dự án từ sản xuất vừa đến lớn.
- Dễ tiếp cận: Phần mềm STEP 7 và TIA Portal trực quan, giúp kỹ sư dễ dàng học và vận hành chỉ trong vài ngày

Để triển khai hiệu quả, hãy mua PLC S7-300 chính hãng tại CÔNG TY TNHH TM&DV THIẾT BỊ ĐIỆN MẠNH TÙNG – đối tác uy tín với hơn 10 năm kinh nghiệm, cung cấp CO, CQ đầy đủ và hỗ trợ kỹ thuật 24/7. Liên hệ: 0827 888 528 hoặc info@mtee.vn
Lời kết
Lập trình PLC S7-300 cho hệ thống băng tải không quá phức tạp nếu bạn nắm rõ các bước từ chuẩn bị, cấu hình phần cứng đến viết chương trình và nạp xuống PLC. Với độ tin cậy cao, linh hoạt và dễ sử dụng, S7-300 vẫn là lựa chọn tối ưu trong nhiều nhà máy tại Việt Nam. Người mới bắt đầu hoàn toàn có thể thực hành và làm chủ công cụ này để ứng dụng trong thực tế.
Xem thêm các bài viết liên quan khác:
Hướng dẫn lập trình PLC Mitsubishi cho người mới bắt đầu
Hướng dẫn lập trình Logo! Siemens cho người mới bắt đầu
Hướng dẫn lập trình PLC S7-1500 bằng TIA Portal từ A–Z
So sánh PLC Siemens và Mitsubishi: Đâu là lựa chọn tốt hơn?
Ứng dụng PLC trong các ngành công nghiệp tại Việt Nam
Nguyên lý hoạt động của PLC trong hệ thống điều khiển
Để được tư vấn trực tiếp, quý khách vui lòng liên hệ với chúng tôi theo thông tin sau:
➢ Tư vấn bán hàng: 0827 888 528
➢ Zalo: 0827 888 528
➢ Email: info@mtee.vn
TRỤ SỞ CHÍNH
Địa chỉ: Số 16E/2 Đường số 17, Phường Hiệp Bình, Thành phố Hồ Chí Minh
MST: 0314561574
Cảm ơn quý khách đã truy cập vào website MTEE.VN. Kính chúc quý khách nhận được những thông tin hữu ích và có những trải nghiệm tuyệt vời trên trang.
