
TÀI LIỆU KỸ THUẬT
Cảm biến khí CO là gì? Tổng quan về cảm biến khí CO

Th11
Trong hệ thống công nghiệp và tự động hóa, việc giám sát khí độc hại là yêu cầu bắt buộc để đảm bảo an toàn lao động, tránh rủi ro cháy nổ và tối ưu vận hành. Trong đó, khí CO (Carbon Monoxide) không màu, không mùi và có thể gây ngộ độc nghiêm trọng chỉ trong vài phút.
Để kiểm soát nguy cơ này, cảm biến khí CO ra đời như một thiết bị không thể thiếu trong các nhà máy, tầng hầm, kho chứa, trạm xăng hay khu công nghiệp. Thiết bị giúp đo khí CO theo thời gian thực, phát tín hiệu cảnh báo hoặc điều khiển hệ thống thông gió tự động, đảm bảo môi trường làm việc luôn an toàn.
Hãy cùng MTEE – đơn vị chuyên cung cấp giải pháp tự động hóa công nghiệp – khám phá chi tiết trong bài viết này.
Cảm biến khí CO là gì?
Cảm biến khí CO là thiết bị dùng để phát hiện và đo lường nồng độ khí Carbon Monoxide (CO) trong không khí. Khi phát hiện nồng độ CO vượt ngưỡng cho phép, cảm biến sẽ gửi tín hiệu đến hệ thống điều khiển hoặc thiết bị cảnh báo để kịp thời xử lý.

Trong hệ thống tự động hóa công nghiệp, cảm biến CO thường kết nối với PLC hoặc bộ điều khiển trung tâm (BAS, SCADA) để điều khiển quạt thông gió, còi báo động, hoặc tự động dừng máy khi phát hiện nguy cơ.
Các thiết bị đo khí CO công nghiệp thường có dải đo từ 0 – 1000 ppm, độ chính xác cao (sai số ±3%), khả năng truyền tín hiệu xa và hoạt động ổn định trong điều kiện khắc nghiệt.
Khí CO là gì và vì sao cần giám sát khí CO?
Khí CO là gì?
CO (Carbon Monoxide) là khí không màu, không mùi, không vị và cực kỳ độc hại. Nó sinh ra từ quá trình đốt cháy không hoàn toàn của các nhiên liệu chứa carbon như than, xăng, gas, dầu…
Trong môi trường kín, khí CO dễ dàng tích tụ mà không thể nhận biết bằng giác quan. Khi hít phải, CO sẽ kết hợp với hemoglobin trong máu tạo thành carboxyhemoglobin (COHb), khiến cơ thể không thể hấp thụ oxy. Người bị nhiễm độc có thể chóng mặt, buồn nôn, ngất, thậm chí tử vong nếu nồng độ vượt quá 1000 ppm.
Lý do cần giám sát khí CO trong công nghiệp

- An toàn cho con người: Bảo vệ người lao động trong các nhà máy, hầm để xe, lò hơi, kho xăng dầu, nơi khí CO dễ phát sinh.
- Ngăn ngừa tai nạn và thiệt hại tài sản: Phát hiện sớm rò rỉ giúp tránh cháy nổ hoặc ngộ độc tập thể.
- Đáp ứng tiêu chuẩn an toàn: Nhiều quy định quốc tế (OSHA, ISO 45001) yêu cầu giám sát khí CO tại môi trường làm việc.
- Tích hợp trong hệ thống tự động hóa: Khi CO vượt ngưỡng, cảm biến có thể kích hoạt quạt hút, đóng van gas, hoặc phát cảnh báo tự động, giúp hệ thống vận hành an toàn và thông minh hơn.
Cấu tạo của cảm biến khí CO
Một cảm biến khí CO công nghiệp thường bao gồm 4 phần chính:
- Đầu dò (Sensor head): Bộ phận phát hiện khí, chứa phần tử nhạy CO – là trái tim của thiết bị.
- Mạch xử lý tín hiệu: Chuyển đổi tín hiệu hóa học hoặc điện trở thành tín hiệu điện chuẩn (4–20 mA, 0–10 V, RS-485/Modbus RTU).
- Vỏ bảo vệ: Làm bằng hợp kim nhôm hoặc thép không gỉ, chống bụi, chống nước (IP65-IP67) và có thể đạt chuẩn chống cháy nổ ATEX.
- Bộ hiển thị hoặc đèn báo: Một số model có màn hình LED hiển thị trực tiếp nồng độ CO, đèn cảnh báo và còi tích hợp.
Cấu tạo này cho phép cảm biến hoạt động ổn định trong môi trường công nghiệp khắc nghiệt, độ ẩm cao hoặc nhiều bụi bẩn.
Nguyên lý hoạt động của cảm biến khí CO
Tùy vào công nghệ sử dụng, cảm biến khí CO có thể hoạt động theo các nguyên lý sau:
- Cảm biến điện hóa (Electrochemical Sensor):
Khí CO khuếch tán qua màng bán thấm, xảy ra phản ứng điện hóa tại điện cực, tạo ra dòng điện tỷ lệ với nồng độ CO. Đây là loại phổ biến nhất vì độ chính xác cao và tiêu thụ điện năng thấp. - Cảm biến bán dẫn (MOS – Metal Oxide Semiconductor):
Khi khí CO tiếp xúc với bề mặt cảm biến, điện trở của vật liệu thay đổi. Loại này có giá thành thấp, phù hợp cho môi trường thông thường. - Cảm biến hồng ngoại (NDIR – Non-Dispersive Infrared):
Sử dụng tia hồng ngoại để phát hiện khí CO qua mức hấp thụ đặc trưng của phân tử. Loại này cho độ chính xác rất cao, bền và ít bị ảnh hưởng bởi nhiệt độ hay độ ẩm.
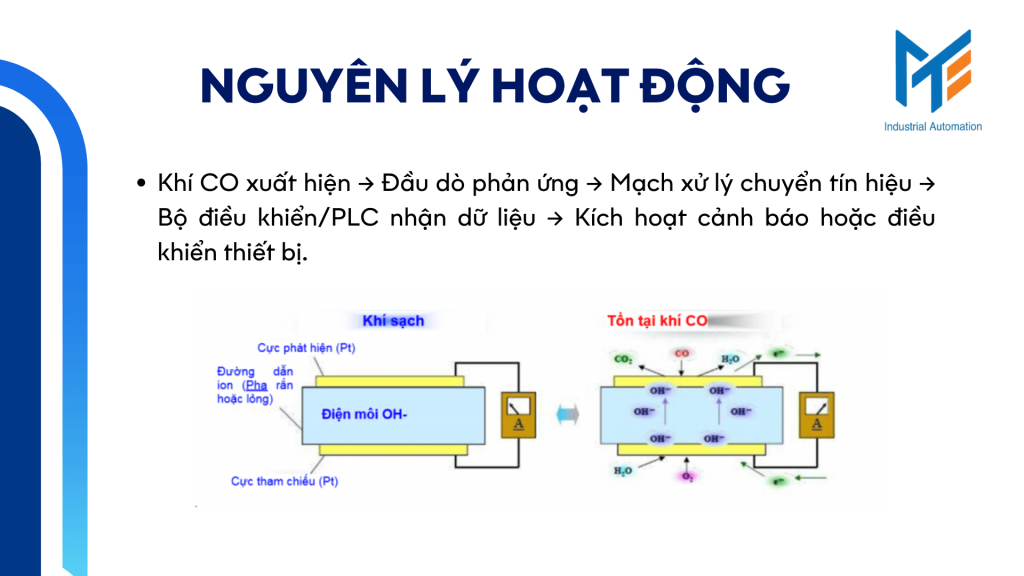
Nguyên lý chung:
Khí CO xuất hiện → Đầu dò phản ứng → Mạch xử lý chuyển tín hiệu → Bộ điều khiển/PLC nhận dữ liệu → Kích hoạt cảnh báo hoặc điều khiển thiết bị.
Hệ thống này đảm bảo phản ứng nhanh, chính xác và tự động, giúp doanh nghiệp chủ động trong mọi tình huống.
Phân loại cảm biến khí CO
Tùy theo công nghệ và ứng dụng, cảm biến khí CO được chia thành các nhóm:
Theo công nghệ cảm biến:
- Điện hóa: Độ nhạy cao, chính xác, tuổi thọ 2-5 năm.
- Bán dẫn (MOS): Giá rẻ, đáp ứng nhanh, thích hợp cho khu vực dân dụng.
- Hồng ngoại (NDIR): Dùng cho môi trường đặc biệt hoặc yêu cầu đo nồng độ cao.
Theo môi trường ứng dụng:
- Cảm biến dân dụng: Thiết kế nhỏ gọn, lắp trong tầng hầm, nhà xe, nhà ở.
- Cảm biến công nghiệp: Dải đo rộng, vỏ chống cháy nổ, tín hiệu analog/RS-485, tương thích hệ thống PLC, SCADA.
Theo tín hiệu đầu ra:
- Relay: Điều khiển thiết bị cảnh báo trực tiếp.
- Analog (4–20 mA, 0–10 V): Kết nối tủ điều khiển.
- Kỹ thuật số (RS-485/Modbus): Dễ dàng tích hợp mạng giám sát hoặc tự động hóa.
Ứng dụng thực tế của cảm biến khí CO
Cảm biến khí CO được ứng dụng rộng rãi trong nhiều lĩnh vực công nghiệp và dân dụng:

- Nhà máy, xưởng sản xuất: Giám sát khí trong hệ thống đốt, lò hơi, khu vực sử dụng nhiên liệu.
- Hầm để xe & tầng hầm tòa nhà: Phát hiện khí thải từ phương tiện, kích hoạt quạt thông gió tự động.
- Kho chứa gas, trạm xăng dầu: Cảnh báo sớm khi có rò rỉ, giảm nguy cơ cháy nổ.
- Phòng thí nghiệm & trung tâm dữ liệu: Giám sát môi trường đảm bảo an toàn cho thiết bị và con người.
- Hệ thống giám sát môi trường & nhà thông minh: Kết hợp cùng các cảm biến khác như CO₂, H₂S, NH₃ để tạo nên hệ thống giám sát chất lượng không khí tổng thể.
Nhờ khả năng tích hợp vào hệ thống tự động hóa, cảm biến CO giúp nâng cao mức độ an toàn, giảm thiểu rủi ro và tăng hiệu quả vận hành.
Mua cảm biến khí CO chính hãng ở đâu?
MTEE là đơn vị chuyên cung cấp thiết bị cảm biến, công tắc, bộ điều khiển và giải pháp tự động hóa công nghiệp đến từ các thương hiệu uy tín lớn như Leffo, Dwyer, Sense & Control Technologies,…

Khi mua hàng tại MTEE, bạn sẽ được:
- Tư vấn lựa chọn model cảm biến CO phù hợp với môi trường và hệ thống đang sử dụng.
- Hỗ trợ tích hợp PLC/SCADA, lập trình điều khiển quạt thông gió hoặc cảnh báo.
- Bảo hành chính hãng, hỗ trợ kỹ thuật và hiệu chuẩn định kỳ.
Kết luận
Khí CO là một trong những mối nguy tiềm ẩn nhất trong môi trường công nghiệp. Việc trang bị cảm biến khí CO chính xác, ổn định và phù hợp hệ thống tự động hóa là giải pháp thiết yếu để bảo vệ người lao động, tài sản và đảm bảo vận hành liên tục.
Với kinh nghiệm và năng lực kỹ thuật, MTEE cam kết cung cấp các dòng cảm biến khí CO chất lượng cao, giúp doanh nghiệp đạt tiêu chuẩn an toàn công nghiệp – tự động hóa thông minh – vận hành bền vững.
Tham khảo các bài viết có liên quan:
Ứng dụng cảm biến khí NH3 trong hệ thống chăn nuôi hiện đại
Tổng quan về cảm biến khí NH3 chi tiết nhất
Cảm biến CO2 là gì? Tổng quan về cảm biến khí CO2
Để được tư vấn trực tiếp, quý khách vui lòng liên hệ với chúng tôi theo thông tin sau:
➢ Tư vấn bán hàng: 0827 888 528
➢ Zalo: 0827 888 528
➢ Email: info@mtee.vn
TRỤ SỞ CHÍNH
Địa chỉ: Số 16E/2 Đường số 17, Phường Hiệp Bình, Thành phố Hồ Chí Minh
MST: 0314561574
Cảm ơn quý khách đã truy cập vào website MTEE.VN. Kính chúc quý khách nhận được những thông tin hữu ích và có những trải nghiệm tuyệt vời trên trang.
